
影像测量仪性能评价
时间:2012-10-27 07:57:17 来源:本站 作者:admin
点击:次
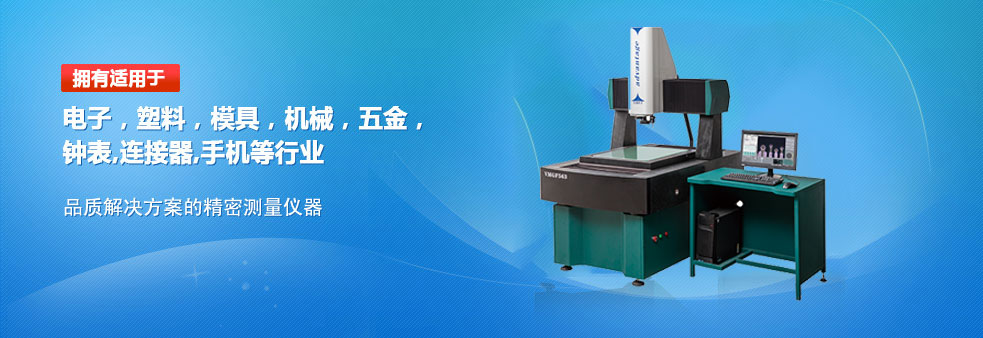
影像测量仪由于具备速度快、准确度高、非接触测量等特点,近年来在电子、模具、塑胶 、五金等行业得到了广泛的应用。然而,目前影像测量仪行业缺少统一的性能评价方法。不同生产厂商往往根据各自的企业准则进行评价。这在一定程度上造成了客户选型的困难对行业的发展也不利。
一、外观评价
VMS影像测量仪采用柱式坐标测量机结构设计,其影像光学探头安装在z轴上,相对机座作垂直运动。放置被测工件的水平工作台提供水平方向二维运动,以此实现三维测量功能。
VMS系列影像测量仪采用一体化设计,立柱和头部的外罩壳为灰色钣金件,仪器的电控系统、内部线缆等部件包装起来,没有额外的电控箱,通过USB线和视频线将仪器与计算机相连。机台运行时,测量速度快,平台运动平稳、无震动、噪音小。
VMS系列自动影像测量仪可以利用操作手柄进行仪器操纵,或通过配套的测量软件界面,利用计算机键盘输入数据或鼠标的拖曳操纵仪器对仪器的操纵,包括平台移动、光源及其强度、镜头变倍等控制。在对其进行测试时,感觉机台运动反应速度快、目标定位准确、无滞后感,在低速、小距离的移动中。也表现出很好的可操控性。
二、结构评价
VMS系列影像测量仪采用“柱式坐标测量机”结构,机器由3个可移动部分组成,装有镜头的主轴(Z轴)相对机座作上下运动;双层工作台( 台板、y台板)层叠地装在机座上,提供左右方向和前后方向的水平运动。在工作台上表面安装被测工件。机座、立柱、工作台板均采用花岗岩,以保证机械系统的结构稳定性,降低对环境的要求。测试期间,由于实验现场没有空调,环境温度从23℃上升到27℃,测量结果仍保持在合格范围内。
样机传动部件采用光杠和直线导轨,XYZ轴均采用双导轨结构,其中Z轴的双导轨结构有利于降低Z轴偏摆对测量准确度的影响。XYZ轴采用直流伺服电机进行驱动,线性光栅尺反馈3轴位置信息。电控系统安装在立柱外罩壳上的独立背板中。在需要对电控系统进行维护时,只要将背板打开抽出即可,无需打开整个外罩壳。
三、照明系统与镜头
VMS系列影像测量仪配置了3种光源:表面光源(顶光)、轮廓光源(底光)和同轴光源(顶光)。在对普通工件表面进行测量时选择表面光源,在对工件的边界轮廓进行测量时选择轮廓光源,当对高反射率表面或深孔测量,表面光源无法满足清晰成像的要求时,可以选择同轴光源进行照明。3种光源的亮度均划分为128级进行控制,可以通过操作手柄或测量软件来调整光源的亮度。同时,表面光源分为6环8区,共48个独立的区域,每个区域的开关和亮度均可独立调节。
VMS系列影像测量仪可配备多种镜头,包括手动变倍镜头、电动变倍镜头、国产麦特手动变倍镜头以及定倍镜头。
四、软件界面及其功能
测量软件操作界面友好、操作方便、测量效率高。该软件针对国内用户的使用习惯进行了精细的优化,软件提供强大的几何参数计算功能,用户界面友好,报表输出丰富,还具备SPC数据统计功能。
在几何测量工具上,对点、线、圆弧的测量提供了绘图、点提取、整体提取、多段提取等多种模式满足不同的测量要求。软件提供了多坐标系功能,用户可以根据不同的需要进行坐标系设置、调整、增减。同时提供多种建立坐标系的方式,及多种调整坐标系的手段。
软件提供了丰富灵活的仪器操控功能,可以对平台移动、光源、镜头等进行自如的控制,成为完全的CNC测量系统。仪器的三轴运动、镜头变倍和光源等均可通过测量软件进行控制。
软件手动测量模式和学习测量模式没有差别。所有键盘、鼠标或操作手柄对仪器进行的操作均被软件以学习模式记录。在需要时,将记录的操作步骤保存成任务文件,用于自动测量。对保存的任务文件可以马上进行调用,执行重复测量,或根据需要对这些记录进行修改和调整后,重复进行测量。
自动测量模式就是调用经过修改和优化的测量任务程序,确定新工件的工件坐标系后,开始自动运行该程序完成测量。该模式适用于批量工件的自动测量,可以大大降低对操作者的要求,显著提高工作效率,减少测量过程中的人为因素干扰,提高测量数据的客观性和准确性。
软件支持在任务运行中进行自动聚焦,解决了同批次工件中由于高度差异带来的聚焦不清晰,导致测量准确度变差甚至无法测量的问题。
软件支持自动测量与手动测量相结合的混合运行模式,当同批次工件中个别工件待测尺寸有较大差异,而无法进行完全自动测量的情况下,可以将相关基元设定为手动测量基元,而其他基元保持自动测量属性。在自动测量过程中,遇到手动测量属性的基元时,系统暂停,等待操作者手动测量,完成后再继续进行自动测量。这种模式进一步提高了软件的实用性。
测量数据输出方面,软件可以在界面上获得图形和数据等形式的直观结果输出,并可输出Word、Excel、TXT文本等各种形式报表。通过对系统参数进行设置,定制Word、Excel等报表的模板,以生成更加符合客户特定需求的个性化报表。
软件集成了过程参数统计(SPC)功能。可以直接打开测量过程中自动保存的数据进行数据统计。SPC提供了6种管制图:平均值与极值管制图(XBar—R)、平均值与标准差管制图(XBa—S)、中位值与极值管制图(XMed—R)、个别值与移动极值管制图(X—RM)、直方图、管制制程图。
除此之外,测量软件还提供了多种辅助工具,比如:
——图纸比对功能:将工件的测量图与工件原图纸进行比对。
——拼全图:软件自动对工件指定范围的各个区域逐步进行扫描,再由软件进行自动拼图,得出工件指定范围的整体图像。
——多语言支持:软件支持简体中文、繁体中文、英文界面,语言切换可以随时进行,无需重新启动软件。
——操作过程中的声音提示:增加了仪器的易用性和用户操作的方便性。
一、外观评价
VMS影像测量仪采用柱式坐标测量机结构设计,其影像光学探头安装在z轴上,相对机座作垂直运动。放置被测工件的水平工作台提供水平方向二维运动,以此实现三维测量功能。
VMS系列影像测量仪采用一体化设计,立柱和头部的外罩壳为灰色钣金件,仪器的电控系统、内部线缆等部件包装起来,没有额外的电控箱,通过USB线和视频线将仪器与计算机相连。机台运行时,测量速度快,平台运动平稳、无震动、噪音小。
VMS系列自动影像测量仪可以利用操作手柄进行仪器操纵,或通过配套的测量软件界面,利用计算机键盘输入数据或鼠标的拖曳操纵仪器对仪器的操纵,包括平台移动、光源及其强度、镜头变倍等控制。在对其进行测试时,感觉机台运动反应速度快、目标定位准确、无滞后感,在低速、小距离的移动中。也表现出很好的可操控性。
二、结构评价
VMS系列影像测量仪采用“柱式坐标测量机”结构,机器由3个可移动部分组成,装有镜头的主轴(Z轴)相对机座作上下运动;双层工作台( 台板、y台板)层叠地装在机座上,提供左右方向和前后方向的水平运动。在工作台上表面安装被测工件。机座、立柱、工作台板均采用花岗岩,以保证机械系统的结构稳定性,降低对环境的要求。测试期间,由于实验现场没有空调,环境温度从23℃上升到27℃,测量结果仍保持在合格范围内。
样机传动部件采用光杠和直线导轨,XYZ轴均采用双导轨结构,其中Z轴的双导轨结构有利于降低Z轴偏摆对测量准确度的影响。XYZ轴采用直流伺服电机进行驱动,线性光栅尺反馈3轴位置信息。电控系统安装在立柱外罩壳上的独立背板中。在需要对电控系统进行维护时,只要将背板打开抽出即可,无需打开整个外罩壳。
三、照明系统与镜头
VMS系列影像测量仪配置了3种光源:表面光源(顶光)、轮廓光源(底光)和同轴光源(顶光)。在对普通工件表面进行测量时选择表面光源,在对工件的边界轮廓进行测量时选择轮廓光源,当对高反射率表面或深孔测量,表面光源无法满足清晰成像的要求时,可以选择同轴光源进行照明。3种光源的亮度均划分为128级进行控制,可以通过操作手柄或测量软件来调整光源的亮度。同时,表面光源分为6环8区,共48个独立的区域,每个区域的开关和亮度均可独立调节。
VMS系列影像测量仪可配备多种镜头,包括手动变倍镜头、电动变倍镜头、国产麦特手动变倍镜头以及定倍镜头。
四、软件界面及其功能
测量软件操作界面友好、操作方便、测量效率高。该软件针对国内用户的使用习惯进行了精细的优化,软件提供强大的几何参数计算功能,用户界面友好,报表输出丰富,还具备SPC数据统计功能。
在几何测量工具上,对点、线、圆弧的测量提供了绘图、点提取、整体提取、多段提取等多种模式满足不同的测量要求。软件提供了多坐标系功能,用户可以根据不同的需要进行坐标系设置、调整、增减。同时提供多种建立坐标系的方式,及多种调整坐标系的手段。
软件提供了丰富灵活的仪器操控功能,可以对平台移动、光源、镜头等进行自如的控制,成为完全的CNC测量系统。仪器的三轴运动、镜头变倍和光源等均可通过测量软件进行控制。
软件手动测量模式和学习测量模式没有差别。所有键盘、鼠标或操作手柄对仪器进行的操作均被软件以学习模式记录。在需要时,将记录的操作步骤保存成任务文件,用于自动测量。对保存的任务文件可以马上进行调用,执行重复测量,或根据需要对这些记录进行修改和调整后,重复进行测量。
自动测量模式就是调用经过修改和优化的测量任务程序,确定新工件的工件坐标系后,开始自动运行该程序完成测量。该模式适用于批量工件的自动测量,可以大大降低对操作者的要求,显著提高工作效率,减少测量过程中的人为因素干扰,提高测量数据的客观性和准确性。
软件支持在任务运行中进行自动聚焦,解决了同批次工件中由于高度差异带来的聚焦不清晰,导致测量准确度变差甚至无法测量的问题。
软件支持自动测量与手动测量相结合的混合运行模式,当同批次工件中个别工件待测尺寸有较大差异,而无法进行完全自动测量的情况下,可以将相关基元设定为手动测量基元,而其他基元保持自动测量属性。在自动测量过程中,遇到手动测量属性的基元时,系统暂停,等待操作者手动测量,完成后再继续进行自动测量。这种模式进一步提高了软件的实用性。
测量数据输出方面,软件可以在界面上获得图形和数据等形式的直观结果输出,并可输出Word、Excel、TXT文本等各种形式报表。通过对系统参数进行设置,定制Word、Excel等报表的模板,以生成更加符合客户特定需求的个性化报表。
软件集成了过程参数统计(SPC)功能。可以直接打开测量过程中自动保存的数据进行数据统计。SPC提供了6种管制图:平均值与极值管制图(XBar—R)、平均值与标准差管制图(XBa—S)、中位值与极值管制图(XMed—R)、个别值与移动极值管制图(X—RM)、直方图、管制制程图。
除此之外,测量软件还提供了多种辅助工具,比如:
——图纸比对功能:将工件的测量图与工件原图纸进行比对。
——拼全图:软件自动对工件指定范围的各个区域逐步进行扫描,再由软件进行自动拼图,得出工件指定范围的整体图像。
——多语言支持:软件支持简体中文、繁体中文、英文界面,语言切换可以随时进行,无需重新启动软件。
——操作过程中的声音提示:增加了仪器的易用性和用户操作的方便性。
上一篇:自动影像测量仪与手摇式影像测量仪的区别 下一篇:影像测量仪的品质
本页关键词:{dede:field name='keywords'/}